
上海沪工阀门厂(集团)有限公司
摘要:通过对电动闸阀阀座圈堆焊合金容易造成变形的分析,改进了堆焊和加工工艺,提高了加工效率和产品质量。
关键词:闸阀;堆焊;合金
1 电动闸阀结构
电动闸阀是石化重催装置上用于通断烟气介质的关键阀门,它具有长寿命、低维护费用,流通阻力小、耐高温、抗冲刷、抗磨损、高硬度等优点,它的特点是宽密封圈、带蒸汽密封环形槽的特殊密封面和唇形密封,见图 1。
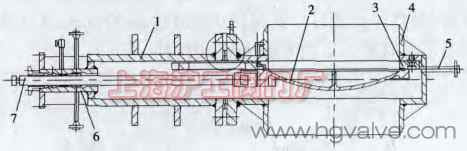
图 1(1.填料函 2.阀板 3.阀体Ⅰ 4.密封圈 5.阀板 6.阀体Ⅱ 7.上阀盖 8.下阀盖)
2 电动闸阀座圈的原工艺
该阀体的阀座圈的外形尺寸较大,厚度 75.3mm,且中间圆孔较大,为 Φ1200mm,总长度超过 2500mm,属于典型的刚性较差、易变性工件。阀座圈基体材料为 ZG1Cr18Ni9Ti,环形密封面及导轨部位堆焊堆 802 硬质合金,如图 2 所示(涂黑部分为堆焊合金处)。以前一般按照以下工艺进行加工:先粗车上平面及环形堆焊槽,刨导轨堆焊槽,堆焊,除应力热处理,校平,精车上下平面及环形密封面,刨导轨。

图 2
按此工艺进行经常存在以下问题:堆焊后,座圈变形严重,A、B 两部分上翘,特别是导轨尾部 C、D 两部分上翘尤为严重,虽经多次校平,但 A、B、C、D 相对应座圈背面的部分,常常加工余量不足。且加工至成品后,座圈导轨外侧堆焊合金厚度不足,有时甚至没有合金;由于该阀用于催化裂化装置,其流通介质为高温、腐蚀性介质,由于合金的不足导致座圈性能大幅下降,严重影响其使用,阀门使用寿命缩短,甚至导致废品的出现。
3 改进后的加工工艺
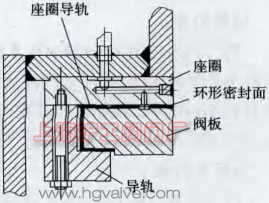
图 3
图 3 为电动闸阀导轨和阀板的配合示意图,导轨均为楔形结构,导轨与座圈组装后,形成一带角度的空隙,阀板导轨在此空隙间移动。要求阀关闭后其阀板与阀座圈密封面的间隙平均小于 0.051mm。此阀为常开阀,正常情况下,每年关闭不超过 1 次,关闭时,一方面靠流通介质的力量使阀板与座圈贴紧,另一方面,通过阀板楔人,使阀板与座圈的密封面贴紧,从而达到密封的目的。
该阀门的开关行程为 1300mm,理论上座圈导轨的工作长度是1300mm(从阀门中心起),实际上座圈导轨除阀门通道口受流通介质冲蚀外,其余部分只起导向作用,所以我们可以在满足工况要求的前提下将座圈导轨的堆焊部位缩短,使其长度大于环形密封面口径的一半 670mm(从阀门中心起)即可。
考虑以上原因,我们调整加工工艺为:粗车平面及环形堆焊槽,粗车导轨堆焊部位(粗车图如图 4),划导轨堆焊位置线,堆焊,热,校平,精车环形密封面,精刨导轨,在粗加工阶段为尽量增大工件的刚性,同时减少工序周转,座圈尾部先不加工,精加工完环形密封圈及导轨后,在导轨与环形密封面夹缝处仍有大量毛坯高出密封面及导轨,须将其去除,我们采用铣加工。
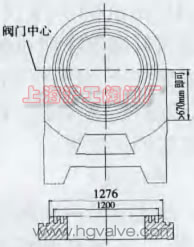
图 4
4 结语
将密封面及导轨堆焊处同时车出,减少了工序周转时间。导轨堆焊长度减小,减少了焊接变形和校平次数,改善了座圈的加工性能。